


 扫一扫
扫一扫

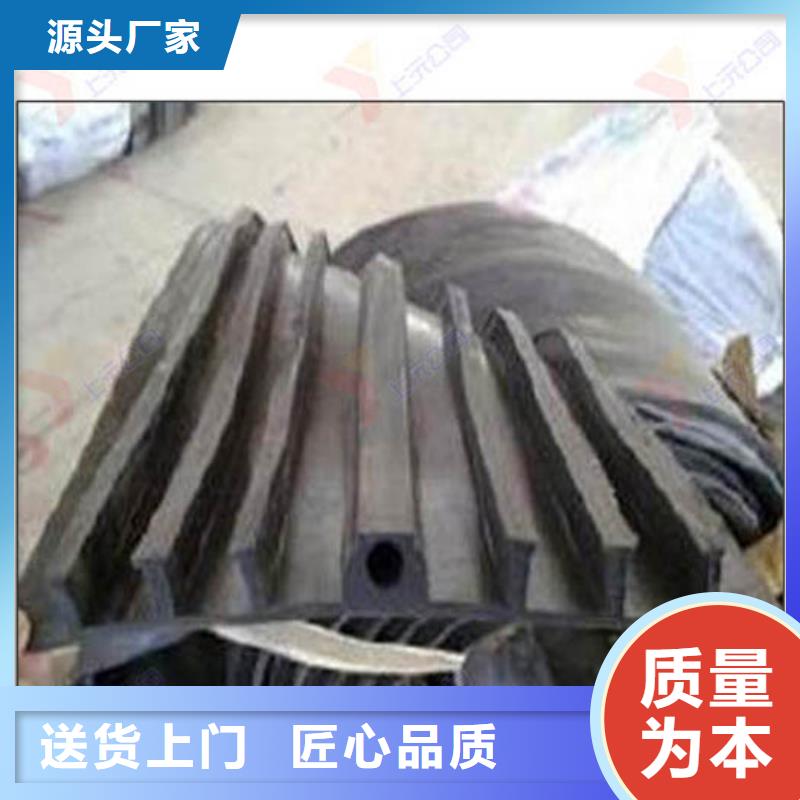
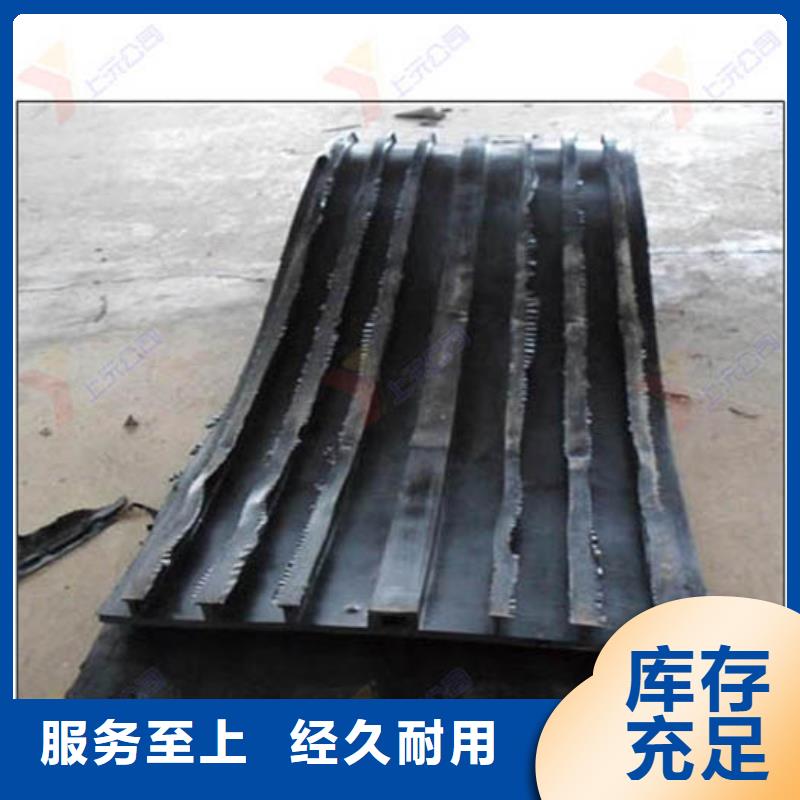
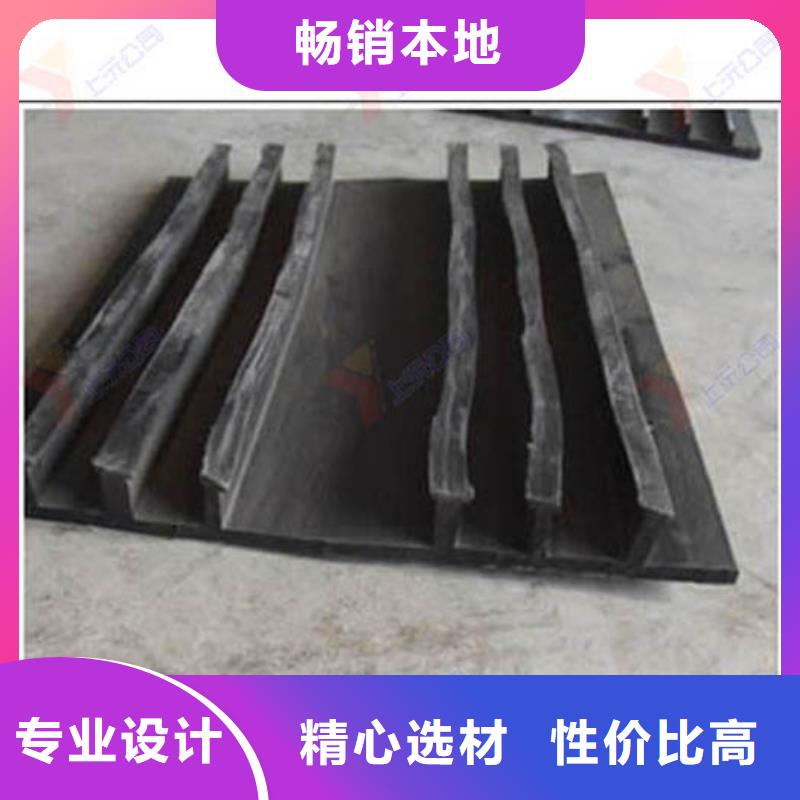
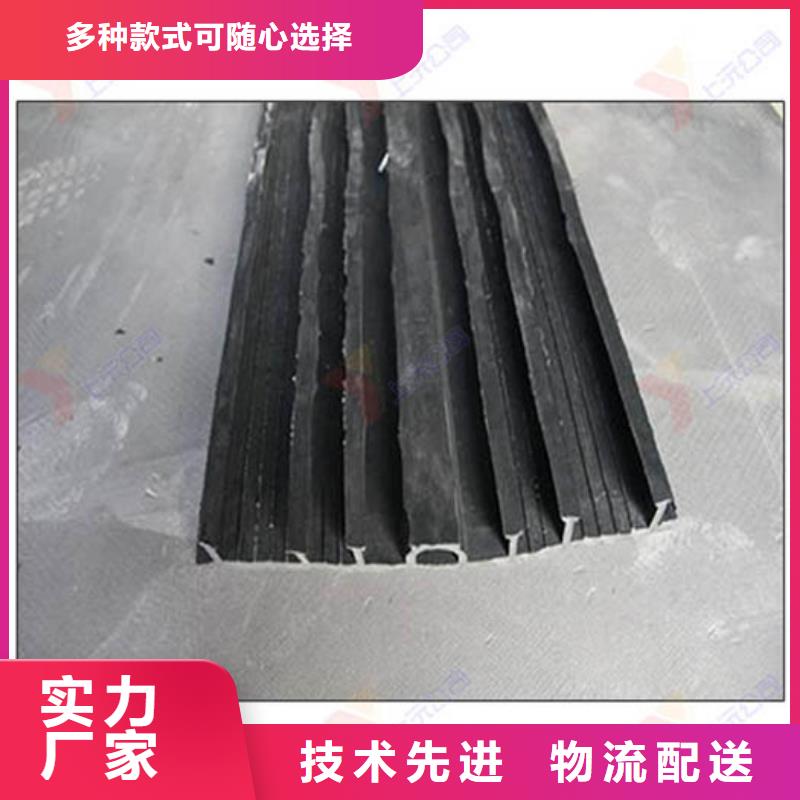
一旦与浸入的水相接触,其体积迅速膨胀,达到完全止水。施工的安全性:因有弹力和复原力,易适应构筑物的变形。对宽面的适用性:可在各种气候和各种构件条件下使用。优良的环保性,耐化学介质性、耐久性优良,不含有害物质、不污染环境。上沅工程橡胶制品有限公司生产止水带(中埋橡胶止水带、外贴式止水带、背贴式止水带、钢板橡胶止水带、可卸式橡胶止水带、钢边式止水带、遇水膨胀止水带、平板式止水带、波浪形橡胶止水带、天然橡胶止水带、桥型橡胶止水带 、山型橡胶止水带、T型橡胶止水带、U型橡胶止水带、Z型橡胶止水带 、CP型橡胶止水带、EB型橡胶止水带、H型橡胶止水带、E型橡胶止水带、Q型橡胶止水带、GB型橡胶止水带、651型橡胶止水带、652型橡胶止水带、653型橡胶止水带、654型橡胶止水带、655型橡胶止水带、P270型橡胶止水带、P300型橡胶止水带、D200型橡胶止水带等)。

在已打磨光滑的钢边两面涂刷橡胶与金属粘结剂。在加工打磨钢板橡胶止水带连接端头的同时预热橡胶止水带的熔接模具好,预热时间按电热丝的发热功率约在30分钟。目的是将模具温度控制在140~150℃度之间。当温度计显示模具温度已到140~150℃即可进行后续步骤。把需要熔接钢边橡胶止水带两端头按步骤2搭接放入橡胶熔接模具底模的中间,连接处放满生胶片。按模具的对中孔洞,轻轻放置熔接模具的顶模。在安放模具顶模的过程中要避免生胶片和熔接端头的跑位,如果过程中钢边橡胶止水带需熔接的两端头跑位,需重复此步骤,确保熔接两端头的正确位置。用千斤顶将安放好的顶模具加压。此步骤注意的是: 次千斤顶加压压力不要过大大,加压至模具顶模和底模之间距离在2cm左右。待熔接钢边橡胶止水带的生胶片硫化一段时间,约5~10分钟后再进行千斤顶的二次加压。



您的满意是我们的追求,上沅工程技术有限公司将竭诚为您服务!
公司宗旨:为客户创造价值,为员工创造机会,为社会创造效益。
公司使命:为客户解决“减少人工,降低成本,提高效率,提升品质”及提高国内 天水球形钢支座、研发水平和广泛应用为使命。
品牌定位:努力打造 天水球形钢支座、行业的标杆品牌。
质量方针:创新是根本,质量是生命。
管理理念:以人为本,科学管理。
企业精神:诚信、务实、开拓、创新。



技术支持:cnwbgg.com